

En almacenes donde el espacio es limitado pero se necesita acceso selectivo a una gran variedad de productos, las estanterías móviles industriales se convierten en una de las soluciones más eficientes del mercado. Este sistema compacto permite reducir al mínimo los pasillos sin renunciar a la accesibilidad de cada ubicación.
Diseñadas para maximizar la densidad de almacenaje, las estanterías móviles son ideales para empresas que necesitan crecer sin ampliar superficie.
¿Qué son las estanterías móviles?
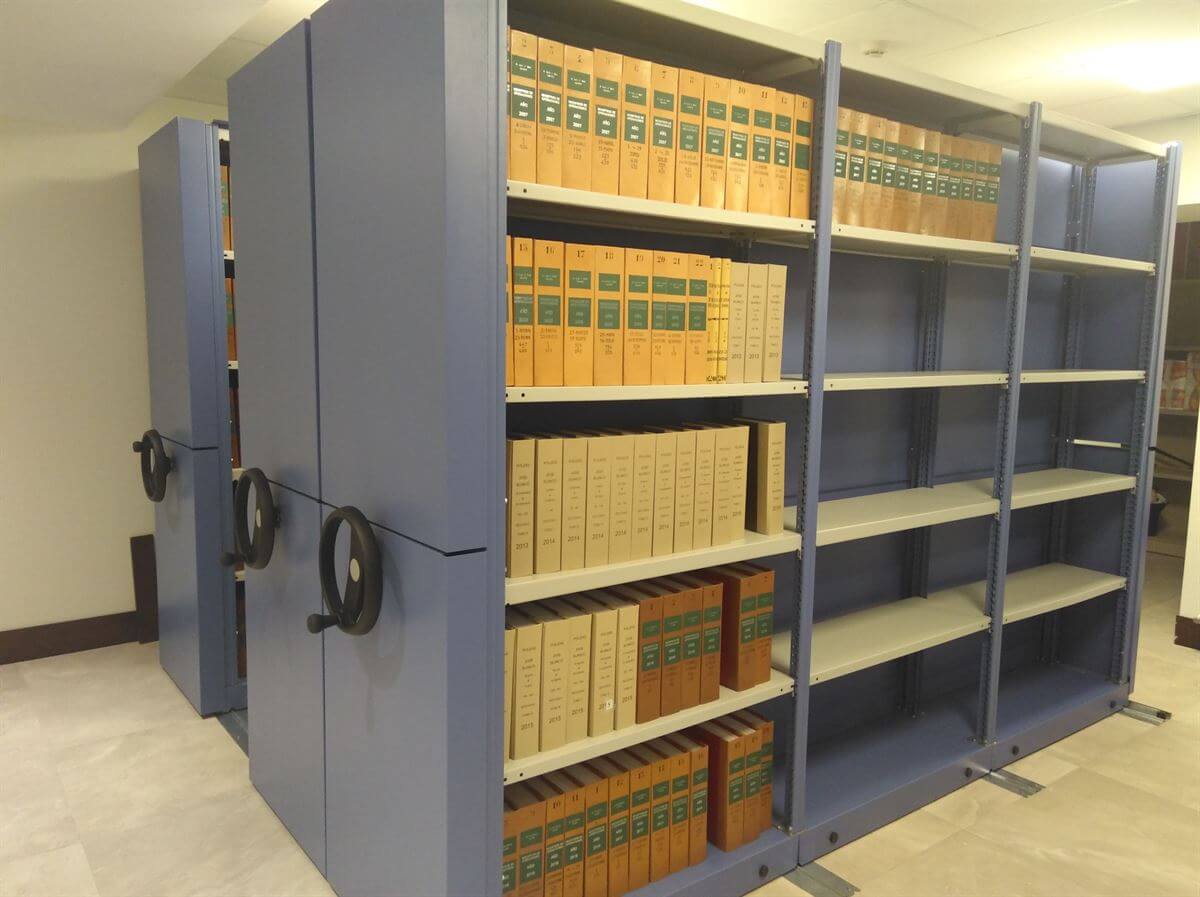
Son estanterías montadas sobre bases móviles que se desplazan sobre raíles fijados al suelo. El sistema se mueve —de forma manual, mecánica o motorizada— para abrir solo el pasillo necesario en cada momento, mientras el resto de las estructuras permanecen cerradas, ocupando menos espacio.
¿Qué tipos existen?
- Móviles para palets: ideales para cargas paletizadas de baja o media rotación.
- Móviles para archivo o cajas: muy usadas en almacenes de documentación o piezas pequeñas.
- Cantilever móvil: específico para cargas largas, voluminosas o de gran peso (tubos, perfiles, tableros).


Ventajas operativas
- Ahorro de espacio de hasta un 80 % en comparación con sistemas fijos.
- Acceso directo a todas las ubicaciones, con un solo pasillo activo.
- Mayor control y organización del stock.
- Menor necesidad de construir nuevas naves al optimizar el espacio existente.
- Reducción del consumo energético (menos iluminación y climatización necesarias).
¿Cuándo elegir estanterías móviles?
- Cuando el espacio es muy limitado y no es viable ampliarlo.
- En almacenes con gran número de referencias y baja rotación.
- Para productos que requieren trazabilidad y acceso directo, sin sacrificar capacidad.
- En entornos donde se busca una solución compacta pero accesible.
- En instalaciones donde la seguridad y el orden son prioritarios.
Factores clave antes de implantar este sistema
- Estado y resistencia del suelo: los raíles deben estar perfectamente nivelados.
- Equipamiento de manipulación: debe ser compatible con el sistema móvil.
- Sistemas de seguridad: barreras, sensores y frenos garantizan la protección del personal.
- Necesidad de automatización: se pueden integrar con mandos, software o control remoto.
Las estanterías móviles ofrecen lo mejor de dos mundos: capacidad de almacenaje de alta densidad y acceso directo a cada producto. Son la solución ideal para almacenes que buscan dar el siguiente paso en eficiencia sin reformar o mudarse.